Rules Of Bending Sheet Metal In A U

Tips For Bending Sheet Metal Make It From Metal

Electromagnetic Sheet Metal Folding Machine 1000e View Manual Sheet Metal Bending Machine Chengyang Product Details From Xiamen Chengyang Mechanical Elect Sheet Metal Folding Machine Metal Bending

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Pin On Detail Drawing

Sheet Metal Forming Sheet Metal Metal Forming Metal Bending

Bending Of Sheet Metal Is A Common And Vital Process In Manufacturing Industry Sheet Metal Bending Is The Plastic Defo Metal Bending Sheet Metal Metal Forming

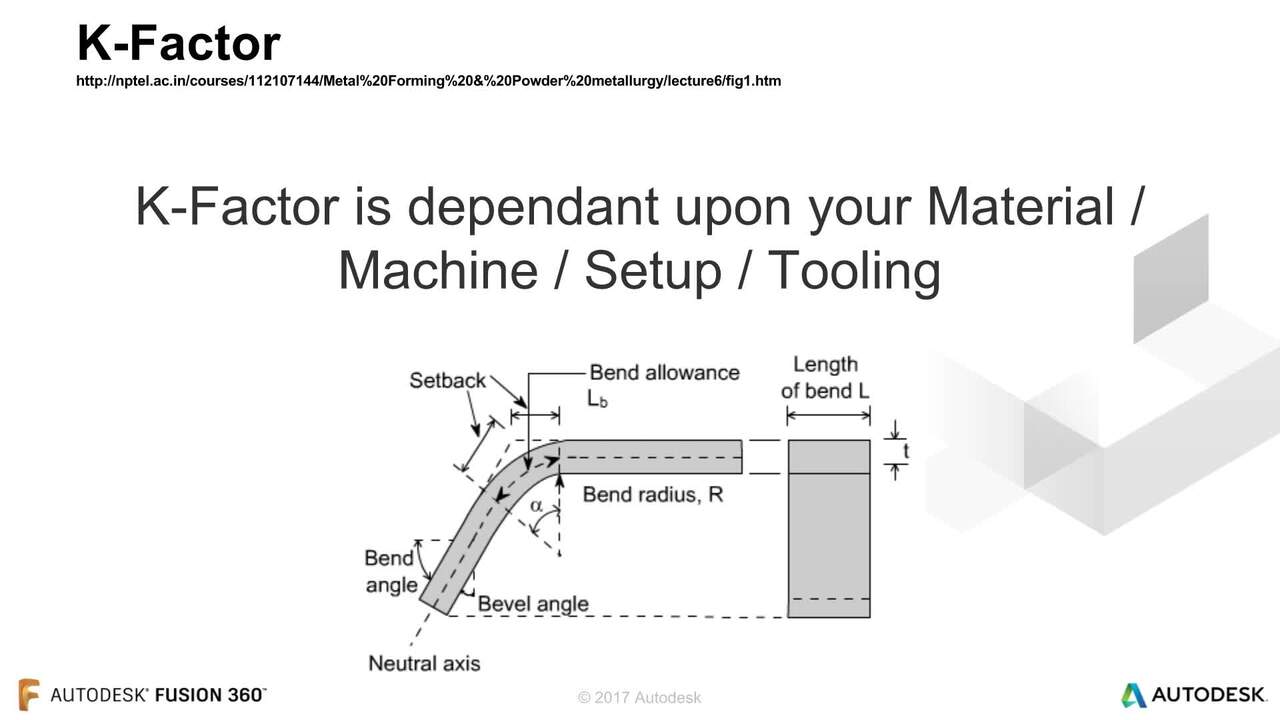
Basic rules in creating sheet metal parts the process of making parts from sheet metal through bending cutting or stamping is called sheet metal fabrication.
Rules of bending sheet metal in a u. The minimum bend radius for mild steel sheet metal should be equal to the thickness. As shown in the figure below the sheet metal bending height is too low and the sheet metal is easily deformed and twisted when bent which makes it difficult to obtain the ideal part shape and ideal dimensional accuracy. This is a very straightforward way for bending steel u channels for example but not so common as such profiles can also be produced using other more flexible methods. In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend.
Minimum sheet metal bending radius. If your sheet metal is long ask a friend to stabilize the part hanging out from the form blocks so it doesn t affect the bend. To bend sheet metal in a vice start by marking a line on the metal where you want to bend it. Anisotropy of the sheet metal is an important factor in bending.
When slotting sheet metal at the bend axis the material s average density in the bend region is decreased. The inside bend radius should be equal to the thickness of the material that you re forming. A minimum bend radius of 0 indicates that the sheet can be folded over on itself. For bent sheet metal variation in the raw material thickness increases the recommended precision to 0 010 in.
If the sheet is anisotropic the bending should be performed in the preferred direction. The sheet metal design rule of thumb in this case is. A test to determine anisotropy is discussed in the sheet metal forming section. Layout method sheet metal stretches when it bends is an oversimplification.
The more ductile the sheet metal the smaller the inner bend radius is possible. Minimum sheet metal bend radius depends on the selection of tool and the process. Minimum sheet metal flange bend length is required to avoid cracks in the bending area. Next put your wooden or metal form blocks in the vice and clamp your sheet of metal between the forms.
There is no particular rule for how much the material should be weakened but as a rule of. There is a die and a punch this time they are both u shaped resulting in a similar bend. Minimum sheet metal flange bend length 3 x sheet thickness bend radius minimum hole diameter guidelines. It shall be equal to three times of sheet thickness plus bend radius.
The sheet metal bending height should be at least 2 times the thickness of the sheet metal plus the bending radius that is h 2t r. U bending is in principle very similar to v bending.

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

Pin By Aleksandrs Cibins On Photo In 2020 Sheet Metal Fabrication Sheet Metal Sheet Metal Work
Sheet Metal Forming Sheet Metal Fabrication Sheet Metal Metal Forming

Designing For Sheet Metal Sheet Metal Sheet Metal Work Sheet Metal Fabrication

Pin On Solidworks

Home Made Box Pan Brake For Bending Sheet Metal Youtube Sheet Metal Fabrication Metal Bending Tools Sheet Metal Tools

Pin On Forms And Shapes

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

3 Roller Sheet Metal Bending Machine For Die Blade Metal Bending Sheet Metal Metal Working
Get Bent On Sheet Metal With Fusion 360 Autodesk University

Make A Home Diy Sheet Metal Bender Ferramentas Para Trabalhar Madeira Dobradeira Ferramentas

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal

Find More Bending Metalwork Machines Here Metal Bending Metal Working Solar Power Diy

Bending Rule The First Column Shows The Sheet Metal Thickness S And The First Three Rows On The Top The Die V Sheet Metal Thickness Sheet Metal Technology

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcskwqbluwj19hbk5cnrnd2zjdpaejnrn8audnapnv3kpuf3p7dv Usqp Cau

Display Sheet Metal Bend Notes 1 By Inserting The Flat Pattern Configuration Into The Drawing As A Regular View Flats Patterns Pattern Property Management

Sheet Metal Design Guide Calculate Bending Allowance Accurately

Ef 60 Edge Forming Tool Demo Sheet Metal Tools Metal Fabrication Tools Metal Bending Tools

1250e In Use Metal Bending Magnetic Sheet Metal Metal Fab

Pin On Sheet Metal Work
Hydraulic Bending Machine Curves Metal With Ease Youtube

Sheet Metal Bending With K Factor Rhino Grasshopper Youtube

How To Calculate The Air Formed Radius Of Different Bend Angles Radii Bend Angles

Bent Sheet Metal Crumple Stool Sheet Metal Art Metal Sheet Design Metal Furniture Design

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work

Preparation Of Bar Bending Schedule Civil Engineering Nursing Student Tips Structural Engineering

Pin De Alec Wilson Em Homeschool Tubulacoes Industriais Trabalho Metalurgico Caldeiraria

Sheet Metal Bend Design Equations And Calculation Engineers Edge In 2020 Sheet Metal Metal Tools Sheet

Sheet Metal Folder Plans Google Search Listogib Garazh Masterskaya Masterskaya

Pin On Ferramentas Caseiras

Gasket Sealing Machine For Electric Box Cover In 2020 Metal Sheet Electricity Safety Box

Sheetmetal Example Components Sample Work Advance Metal Products Gabinetes Envolvente Electrica

Pin By Jeff Hoffman On Fabrication Sheet Metal Fabrication Metal Shaping Metal Fabrication

Pin By George Carpenter On Hammer And Stake Repousse Sheet Metal Sheet Metal Tools Sheet Metal Work

Solidworks Sheet Metal Exercise Youtube Sheet Metal Drawing Sheet Metal Solidworks

Eaa Experimenter Dave S Sheet Metal Bending Brake Metal Bending Sheet Metal Brake Metal Bending Tools

Wila New Standard Top Tools The Essence Of New Standard Top Tools Is The Safety Click A Safety Mechanism Which Is Metall Bearbeitung Metallbearbeitung Metall

Pin De Zina Mp Em Development Tubulacoes Industriais Caldeiraria Artesanato Engradado

